
案例应用
我们为众多客户提供了优质的服务,以下是部分成功案例。

高端汽车制造厂 —— 智能气源管理系统降低 22% 能耗
为国内某头部汽车整车厂搭建智能空压站,导入能效监测 + 自动负载调节算法。系统根据生产节拍自动调节供气,月度能耗下降 22%,单车制造能耗显著降低,成为行业节能示范线。
查看详情
新能源电池工厂 —— 无尘车间气源稳定率达 99.9%
为知名锂电池客户部署变频无油机组 + 智能压力补偿模块。核心干燥区压差波动减至 ±0.02 bar,最终产品合格率提升 3.8%,满足其全球出货标准。
查看详情
高端精密制造 —— 数字孪生空压站减少 30% 停机风险
为高精密设备制造商建设数字孪生空压机监控平台,实时模拟并预测设备负载。提前预警 12 次潜在故障,年度计划外停机降低 30%,保障 24×7 连续工艺稳定。
查看详情
智能整车工厂 —— AMR 全流程配送让物流效率提升 55%
为智能工厂构建全套智慧物流体系,部署 200+ 台 AMR 与自动输送线,实现"零走动"配送。整体物流效率提升 55%,生产线柔性大幅增强。
查看详情
头部锂电企业 —— 400+ 台 AMR 覆盖制片至电芯测试全流程
为某锂电龙头打造制片、制芯、电芯测试车间 AMR 系统,投入四百余台潜伏式、举升式、CTU 等多品类机器人。实现全流程自动搬运,生产柔性提升。
查看详情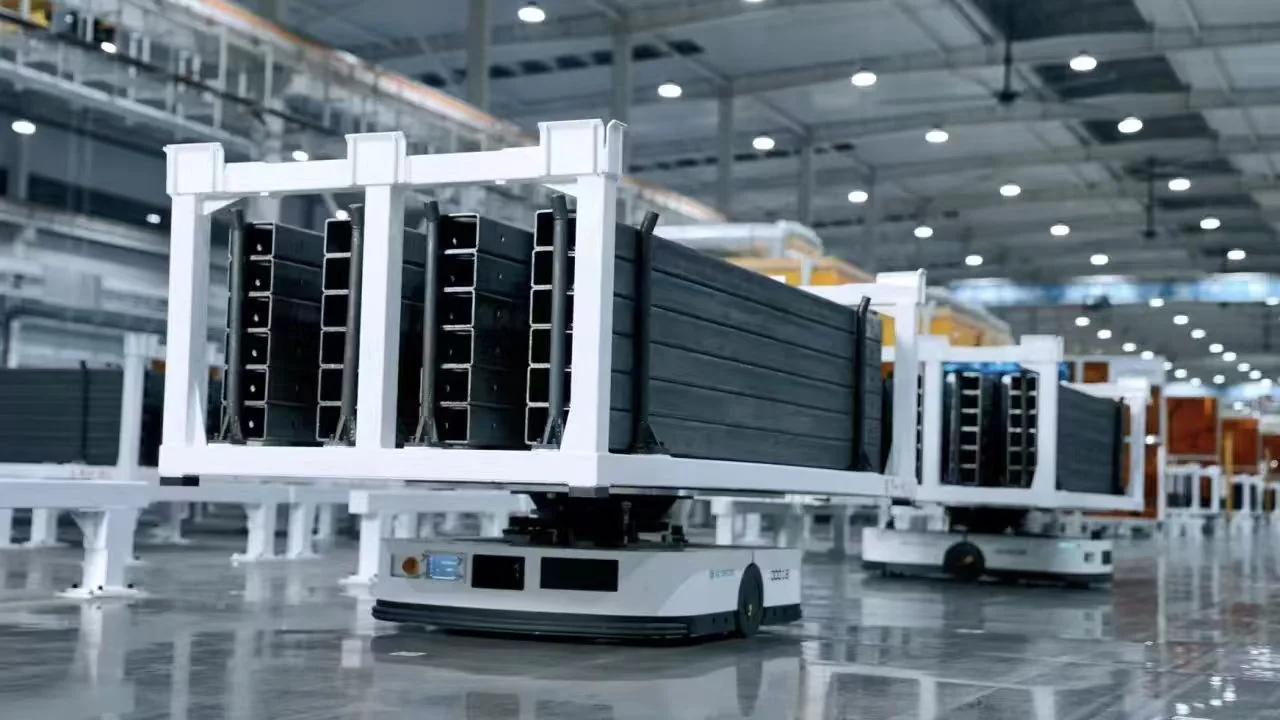

大型制造园区 —— 集中式 HVAC 系统实现节能 35%
为某大型制造园区设计并实施集中式暖通空调系统,采用高效变频技术和智能温控算法。系统根据生产区域实时需求自动调节,整体能耗降低 35%,室内环境舒适度显著提升。
查看详情
食品包装企业 —— 现场制氮系统降低运营成本 40%
为食品包装企业部署现场制氮系统,替代传统液氮采购模式。系统产氮纯度达 99.9%,满足食品级要求,年运营成本降低 40%,实现稳定可靠的氮气供应。
查看详情
化工行业 —— 真空系统改造提升生产效率 28%
为化工企业升级真空泵系统,采用高效节能型真空泵和智能控制系统。系统抽气速度提升 30%,能耗降低 25%,整体生产效率提升 28%,保障连续稳定生产。
查看详情